



金型仕様
|
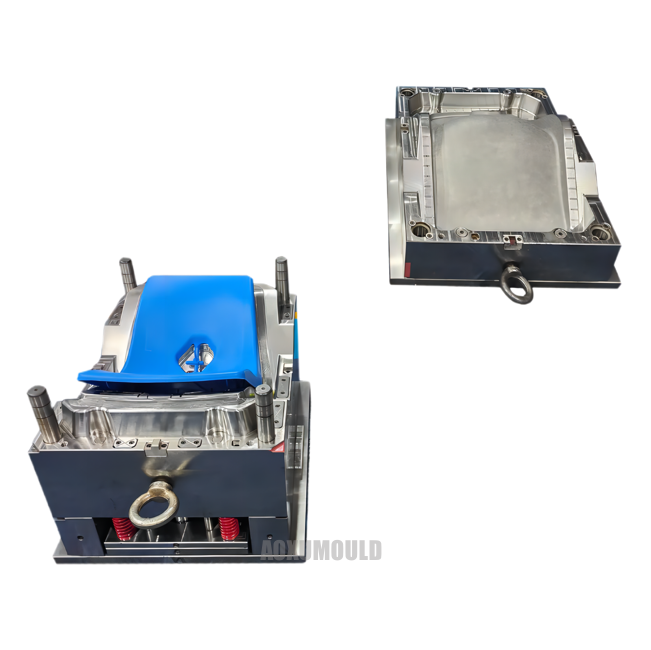
金型名 |
プラスチック製のバスシート型 |
|
製品材料 |
プラスチック、pp |
|
製品サイズ |
410x330x410mm |
| 製品の重量 |
2.5kg |
|
空洞用のカビ材料&。コア |
P20, 718 |
| 金型ベース | C45 |
|
空洞のnos |
1キャビティ |
|
注入システム |
コールドランナー |
|
適切な注入機 |
550T |
|
金型サイズ |
630x510x630mm |
|
カビの寿命 |
300以上、000 PCS |
|
納期 |
45日 |
なぜDo Plasticバスs食べるNイードTo Be AddedWithFラメRertardants?

まず第一に、プラスチックのバスシートに難燃剤を追加すると、火災の確率が大幅に減少する可能性があります。バスシートは、毎日の使用中に他のアイテムと接触する傾向があります。高温や炎にさらされると、火災事故を容易に引き起こす可能性があります。炎に及ぶ治療を受けたプラスチックシートは、炎の拡散を効果的に遅くし、乗客と車両により多くの脱出時間を与え、火災事故によって引き起こされる損失を減らすことができます。
第二に、火炎遅延剤を追加すると、火災中に放出される有害なガスを減らすことができます。一部の通常のプラスチックシートは、燃えるときに大量の有毒ガスを放出し、人間の健康に深刻な害を引き起こします。火炎遅延治療を受けた座席は、火災中にかなりの量の有害ガスを放出し、乗客の健康への影響を最小限に抑え、安全性を確保します。
さらに、難燃剤を追加すると、プラスチックシートのサービス寿命も延長する可能性があります。火炎遅延治療を受けたプラスチックシートは、火による発熱のために火災を起こす傾向があり、火災による座席の損傷を効果的に減らすことができます。これにより、座席を交換するコストを節約するだけでなく、シートメンテナンスの頻度を減らし、バスのサービス寿命を延長し、バスの安全性と経済を改善します。
製品のデザイン&。型

何A再T彼CオモンEjectionMの機械Plastic型?
プラスチック型の設計と製造プロセスでは、排出機構は非常に重要な部分であり、製品の成形品質と生産効率に直接影響します。プラスチック型の一般的な排出メカニズムは次のとおりです。
機械的なばね排出機構:機械的スプリングの弾性力を使用して、形成された部分を押し出します。操作はシンプルで、いくつかのシンプルなプラスチック製品型に適しています。
2。空気圧排出メカニズム:空気圧シリンダーの空気圧を使用して、フォームされた部分から排出ロッドを押し出します。高速と高精度を備えており、中程度の中サイズのプラスチック製品型に適しています。
3。油圧排出機構:油圧油の圧力を使用して、形成された部分を押し出します。大きな推力と良好な安定性があり、大きく複雑なプラスチック型に適しています。
4。磁気駆出メカニズム:磁力を使用して、外部エネルギーを必要とせずに形成された部分を金型から押し出し、動作しやすく、いくつかの特別な形のプラスチック製品の型に適しています。
5。アーク型の排出機構:湾曲運動の法則を採用し、金型の特定の形状に基づいてアーク型の排出機構を設計することにより、より正確な排出効果を達成できます。
何A再T彼SurfaceTreatmentMethodsFまたはプラスチックバスS食べるMそうです

研削と研磨:研削と研磨は一般的な表面処理方法です。粉砕と研磨により、カビの表面をより滑らかにし、表面の平坦性と滑らかさを改善し、酸化、腐食と摩耗を減らし、カビのサービス寿命を伸ばすことができます。
クロムメッキ:クロムメッキは、一般的に使用される表面処理方法です。電子型を介してカビの表面に固体クロム層を形成し、カビの表面の硬度と耐食性を高め、より明るくしっかりと固体にし、カビの表面が酸化、錆び、摩耗しないようにします。
熱処理:熱処理は、一般的に使用される表面処理方法です。加熱と冷却のプロセスを通じて、カビの表面の物理的および化学的特性を変化させ、硬度と耐摩耗性を高め、カビのサービス寿命を延ばします。
コーティング:コーティングは一般的な表面処理方法です。金型の表面に保護コーティングを塗布することにより、カビの耐摩耗性と耐食性を強化し、カビの耐用年数を延長することができます。
ニトリッド治療:ニトリッド治療は、高温固体表面処理技術です。カビの表面に窒素原子を追加することにより、硬い窒素層を形成することができます。これにより、カビの表面の硬度と耐摩耗性が向上し、カビのサービス寿命が延びています。
何ISSUSShellBe NOTEDW鶏SヒッピングPlasticB私たちシート 型?
防湿性と衝撃防止:プラスチック型は、輸送中に水分防止および衝撃防止処理を受ける必要があり、輸送中の衝撃や湿度の影響を受けないように、金型の品質が衝撃を受けないようにする必要があります。
包装材料:適切な包装材料を使用して、フォームプラスチック、木製木箱などの金型を保護します。パッケージは、水の漏れやその他の要因が金型に影響を与えるのを防ぐために無傷でなければなりません。一方、パッケージには、壊れやすいような指示と慎重にハンドルを付ける必要があります。
固定対策:荷重が完了したら、でこぼこのセクションに遭遇したときにスライドを防ぐために固定する必要があります。これにより、車両のコンパートメントに傷がかかる可能性があり、プラスチック型が形状を変えたり、損傷を受けたりする可能性があります。これは、生産中の製品の品質に大きく影響し、硬さが不十分で頻繁に交換されます。これは建設パーティーに多くのトラブルをもたらし、交換時に人々の通常の旅行にも影響を与えるため、注意する必要があります。
アンチラスト治療:輸送中に腐食しないように、洗浄型の表面にアンチラスト剤を塗布します。アンチラスト剤でコーティングされた金型をドライパッケージボックスに入れて、金型に損傷を与えないようにします。
安全装置:パッケージボックスにバブルラップやフォームなどの衝撃吸収材料を配置して、輸送中にカビが受信する振動を減らし、衝撃を与えます。アンチスリップパッドまたはストリップは、輸送中に金型がスライドまたは傾斜しないように、パッケージボックスの下部に設定する必要があります。パッケージボックスに「壊れやすい」や「ハンドルを扱う」などの安全警告ラベルを貼り付けて、引っ越し業者に安全に注意を払うように思い出させます。
完全な文書:金型製品図面、構造図、冷却および暖房システムの図面、ホットランナーの図面、スペアパーツと金型材料サプライヤーの詳細、ユーザーマニュアル、金型テスト状況レポート、工場検査証明書、および電子文書はすべて完成する必要があります
パッケージ &。配達

金型コンポーネント
金型鋼

ホットランナーシステム

標準部品

顧客のフィードバック

よくある質問
>1。プラスチック製のバスシートカビとは何ですか?
これは、カビの空洞にプラスチックを注入することにより、プラスチック部品を生産するために使用されるツールです。
>2.プラスチック製のバスシートの型を作るのにどの材料が使用されますか?
射出型の製造に使用される最も一般的な材料は、P20、718、2738などの高品質の鋼です。
>3.プラスチック製のバスシート型を作るプロセスは何ですか?
金型の製造プロセスには、設計エンジニアリング、機械プログラミング、ツール製造、金型のテスト、検証が含まれます。
>4.金型は特定の製品要件に合わせてカスタマイズできますか?
はい、モールドは、プロジェクトの設計と仕様に応じて、特定の製品要件に合わせてカスタマイズできます。
>5.プラスチック型を作る際に考慮すべき要因は何ですか?
プラスチック型を作る際に考慮すべきいくつかの要因には、製品設計、プラスチック材料の選択、カビ材料の選択、射出成形機の容量、冷却時間、金型の維持要件が含まれます。
>6. 1セットの金型を作るのにどれくらい時間がかかりますか?
カビを作るのに時間がかかるのは、カビの複雑さとサイズによって異なります。
ただし、通常は6〜8週間かかります。
>7.金型の品質を確保するために何ができますか?
金型の品質、適切な設計とエンジニアリング、高品質の材料、および厳格な品質管理手順を確保するには、カビを作成するプロセス全体で使用する必要があります。
>8。型はどのくらい持続しますか?
金型の寿命は、金型の品質、メンテナンスの実践、動作条件によって異なります。十分にメンテナンスされたカビは、数十万サイクル続くことができます。
>9.プラスチック射出型を作ることの利点は何ですか?
プラスチック型を製造することの利点には、生産時間の速度、単位あたりのコストの削減、高精度、複雑な形状とデザインを生成する能力が含まれます。
>10。プラスチック製のバスシートカビを修復して維持できますか?
はい、寿命を延ばすために修理および維持できます。定期的なメンテナンスは、故障を防ぎ、一貫した品質を確保することができます。





