



金型仕様
|
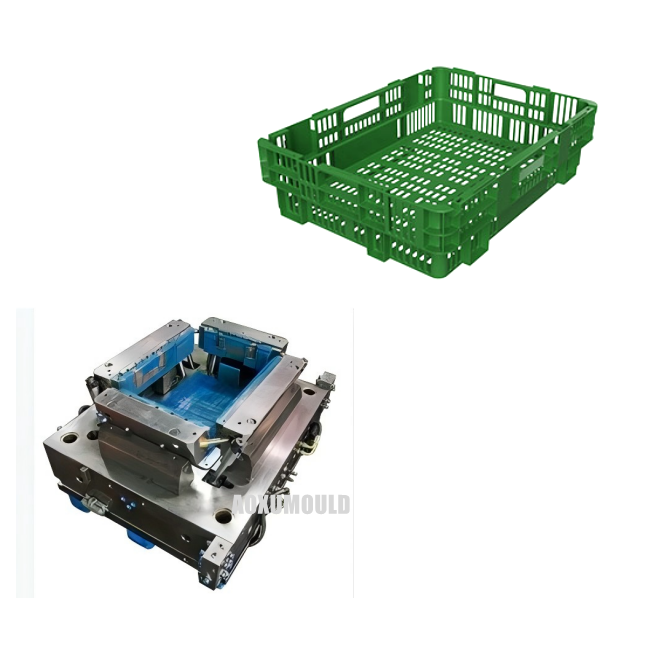
金型名 |
プラスチック製の果物箱の型 |
|
製品材質 |
HDPE/PP |
|
製品サイズ |
600×400×310mm |
|
製品重量 |
2.2KG |
|
キャビティ用金型材料&。コア |
P20/718H/H13 |
|
キャビティのNO |
1 キャビティ |
|
インジェクションシステム |
ホットランナー |
|
適切な射出成形機 |
650T |
|
金型サイズ |
850×580×900mm |
|
金型重量 |
3500キロ |
|
金型の寿命 |
500、000 個以上 |
|
納期 |
55日 |
なぜプラスチック製の果物箱に型が必要なのでしょうか?

プラスチック製の果物の箱に型が必要になるのには、いくつかの理由があります。
まず、型はプラスチックの果物箱に特定の形状を与えます。これらにより、各クレートが一貫性のある正確な設計であることが保証されます。たとえば、適切に設計された型を使用すると、きちんと積み重ねて特定の量の果物を保持できる適切な寸法の木箱を作成できます。
第二に、金型を使用すると大量生産が可能になります。型を作成したら、それを使用して、効率的かつコスト効率の高い方法で、同一のプラスチック箱を多数製造できます。これは、各木枠を手作業で成形するよりもはるかに迅速かつ確実です。
ついに、型の使用は、木箱の強度と耐久性に影響を与える可能性があります。プラスチックの成形方法は、その構造的完全性に影響を与える可能性があり、木枠を果物の輸送や保管などの過酷な用途により適したものにします。
射出成形金型とは何ですか?

射出成形金型(アメリカ英語では射出成形金型)は、射出成形と呼ばれる製造プロセスで使用されるツールです。
射出成形は、溶融した材料 (通常はプラスチックですが、金属やその他の材料も使用できます) を金型キャビティに射出することで部品を製造する方法です。射出成形金型には、キャビティ (製品の外側の形状を形成する) とコア (製品の内側の部分を形成する) という 2 つの主要な部分があります。材料がキャビティとコアの間の空間に高圧で射出されると、材料は冷えて固まり、金型の形状になります。これにより、複雑な形状の同一製品を効率よく高精度に大量に生産することができます。
プラスチック製の果物箱の型を高品質に生産するにはどうすればよいですか?
1.デザイン
• 正確な仕様: 金型の設計は、果物箱の寸法と構造要件に正確に一致する必要があります。木箱のサイズ、形状、壁の厚さ、ハンドルや通気孔などの特殊機能などの要素を考慮してください。
• 流動解析: 金型流動解析ソフトウェアを使用して、プラスチック射出プロセスをシミュレートします。これにより、ランナー システムとゲートの位置が最適化され、金型キャビティへの均一な充填が確保され、ショート ショットや反りなどの欠陥のリスクが軽減されます。
2.材質の選定
• モールドベース材料: P20 鋼や H13 鋼などの高品質鋼を選択します。これらの材料は、優れた硬度、耐摩耗性、射出成形時の高圧および高温に耐える熱処理特性を備えています。
• 表面処理: 特定の粗さ値に研磨する (部品の取り出しと外観を向上させるため) または耐摩耗性を高めるためのハード コーティングなど、金型キャビティに適切な表面処理を適用します。
加工精度
• CNC 加工: 高度な CNC (コンピューター数値制御) 加工装置を利用して、金型コンポーネントの高精度製造を保証します。キャビティの形状と寸法の精度は、最終的なプラスチック箱の品質に直接影響します。
• 公差管理: 加工公差を厳密に管理します。たとえば、プラスチック箱の適切なフィットと一貫した壁厚を確保するには、キャビティ寸法の公差を ±0.05 mm 以内にすることができます。
3.冷却システム
• 効率的な冷却チャネル: 適切に配置された冷却チャネルを備えた効果的な冷却システムを設計します。これにより、射出中のプラスチックの冷却速度を制御し、サイクル タイムを短縮し、部品の歪みを最小限に抑えることができます。
• バランスのとれた冷却: プラスチック箱の収縮差や歪みを避けるために、冷却が金型全体に均等に分散されるようにします。
4.品質テスト
• 寸法検査: 三次元測定機 (CMM) などの精密測定ツールを使用して、金型の寸法を設計仕様と照合してチェックします。
• 試運転: 射出成形の試運転を実施し、製造されたプラスチック箱にバリ、ヒケ、エジェクター マークなどの欠陥がないか注意深く検査します。これらの試作結果に基づいて、希望の品質が得られるまで金型を調整します。
ホットランナーシステムを使用したクレート射出成形金型には多くの利点がありますが、主要なポイントに注意する必要があります。
なぜクレートモールドはホットランナー射出システムを使用するのですか?
1.生産効率の向上:ホットランナーシステムにはランナーシステムの冷却時間の制限がなく、成形と硬化後に部品を適時に取り出すことができるため、成形サイクルを大幅に短縮し、生産効率を効果的に向上させることができます。プラスチック箱などの大型プラスチック製品の生産効率を向上させます。

2.材料費の節約:純粋なホットランナー金型にはコールドランナーがないため、生産廃棄物がなく、多くのプラスチック原料を節約し、果物箱生産の材料費を削減できます。
3. 製品品質の向上: ホットランナー金型成形のプロセスでは、プラスチック溶融温度がランナーシステムで正確に制御され、プラスチックがより均一な状態で各金型キャビティに流入することができ、その結果、部品の品質が安定します。 、ホット ランナー成形クレート ゲートの品質は良好で、離型後の残留応力は低く、部品の変形は小さいです。
4. 生産自動化に貢献:ゲートのトリミングやコールドランナーやその他のプロセスのリサイクルを行わずに、ホットランナー金型成形後に部品が完成します。これは、自動化装置と連携して生産自動化を実現し、生産効率と製品品質をさらに向上させるのに役立ちます。安定性。
製品のデザインと。型

問題N食べるA注意
A.金型設計:クレートの特定のサイズ、形状、構造特性に応じて、シャント プレートの形状、ノズルの位置と数などを含むホット ランナー システムのレイアウトを合理的に設計し、プラスチックが確実に溶融物は流路内を流れ、各キャビティを均一に満たします。ホット ランナー システムを設計するときは、金型の全体的なパフォーマンスに影響を与えるホット ランナー システムと冷却システムの間の相互干渉を避けるために、金型の冷却システムのレイアウトを十分に考慮する必要があります。
B. 金型の製造:ホットランナーフルーツクレート金型には、金型製造の精度を高くするために精密加工機械が必要であり、ホットランナーシステムと金型の統合と連携を非常に厳密にする必要があります。そうでないと、多くの深刻な問題が発生します。金型の製作工程で。
C. 運用と保守:ホットランナー金型の操作とメンテナンスは複雑であり、オペレーターの高い技術レベルと経験が要求されるため、オペレーターは使用前に専門的な訓練を受け、ホットランナー金型の操作プロセスと注意事項を熟知する必要があります。ランナーシステム。生産工程では、ヒーターや熱電対などの動作状況の確認、ランナー内の不純物や堆積物の清掃など、ホットランナーシステムの定期的なメンテナンスが必要です。
パッケージ &。配達

金型部品
金型鋼

ホットランナーシステム

標準部品

プラスチック製の果物箱の型を維持するにはどうすればよいですか?
プラスチックの果物箱の型をメンテナンスする方法をいくつか紹介します。
1.洗浄
• 使用後は毎回、金型を徹底的に洗浄して、残っているプラスチック材料、破片、または汚染物質を除去してください。中性洗剤など、金型素材を腐食しない適切な洗浄剤を使用してください。
• 高圧エアを使用して、金型のキャビティや隙間に詰まった小さな粒子を吹き飛ばすことができます。
2.潤滑
• エジェクター ピンやスライダーなどの金型の可動部品に適切な潤滑剤を塗布します。これにより、金型の開閉プロセス中の摩擦と摩耗が軽減されます。金型の材質と互換性があり、次のプラスチック成形サイクルの品質に影響を与えない潤滑剤を必ず使用してください。
3.保管
• 金型を使用しないときは、清潔で乾燥した場所に保管してください。ほこり、湿気、直射日光を避けてください。プラスチックフィルムで覆ったり、保管ボックスに入れたりできます。
• 不均一な支持による変形を避けるために、金型を平らで安定した面に置きます。
4.定期点検
• 金型表面に摩耗、亀裂、損傷の兆候がないか定期的に確認してください。このような問題を早期に検出すると、適時の修理が可能になり、生産中のより深刻な損傷を防ぐことができます。
• 冷却チャネルの機能をチェックして、成形プロセス中に適切な熱放散を確保します。冷却チャネルに詰まりや漏れがある場合は、すぐに修理する必要があります。
お客様の声






