



金型仕様
|
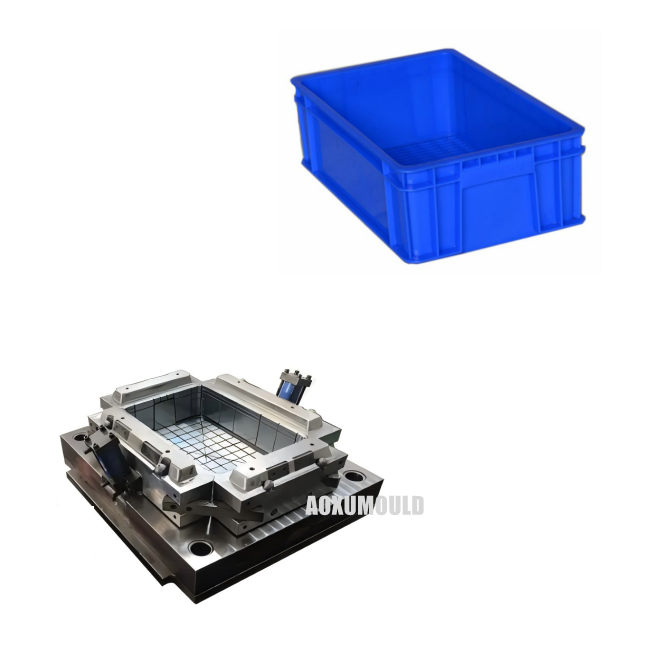
金型名 |
プラスチック工業用クレート金型 |
|
製品材質 |
HDPE/PP |
|
製品サイズ |
400X300X200mm |
|
キャビティ用金型材料&。コア |
P20/718/H13 |
|
キャビティのNO |
1 キャビティ |
|
インジェクションシステム |
ホットランナー |
|
適切な射出成形機 |
450T |
|
金型サイズ |
850×7280×550mm |
|
金型重量 |
2600KG |
|
金型の寿命 |
500、000 個以上 |
|
納期 |
55日 |
プラスチック産業用クレートとは何ですか?

プラスチック工業用クレートは、工業環境で使用するために設計されたプラスチック材料で作られた一種の容器です。
1.特徴:
-耐久性:衝撃、摩耗、化学物質に対する耐性など、過酷な産業環境に耐えるように作られています。この耐久性により、重い荷重や頻繁な使用にも簡単に壊れたり変形したりすることなく耐えることができます。
-積み重ね可能: プラスチック製の工業用木箱は多くの場合、積み重ねられるように設計されており、効率的な保管と輸送が可能です。空の場合も充填された場合も互いに積み重ねることができるため、倉庫内または輸送中に垂直方向のスペースを最大化できます。
-再利用可能: 再利用可能であるため、廃棄物が削減され、長期にわたって商品を輸送および保管するための費用対効果の高いソリューションが提供されます。
2.用途:
・保管庫:部品、工具、原材料など幅広い工業製品の保管に使用されます。均一なサイズと形状なので、棚や収納ラックに簡単に整理できます。
・輸送:工場内や拠点間の物品の輸送に使用されます。フォークリフト、パレットジャッキ、コンベアシステムで簡単に移動できるため、サプライチェーンにおける材料の流れが促進されます。
何'プラスチック工業用箱のサイズは?
プラスチック工業用木箱にはさまざまなサイズがあります。
一般的な小型木箱の外形寸法は、長さ約 30 - 40 センチメートル、幅 20 - 30 センチメートル、高さ 15 - 20 センチメートル程度です。小さな部品や工具の保管に適しています。
中型の木箱は、長さが約 40 - 60 センチメートル、幅が 30 - 40 センチメートル、高さが 20 - 30 センチメートルで、中型の機械コンポーネントなどのアイテムによく使用されます。
大型のプラスチック工業用木箱は、長さが 60 - 120 センチメートル以上、幅が 40 - 80 センチメートル、高さが 30 - 60 センチメートルである場合があります。大型の産業機器部品や大量の小さな物体などのかさばるアイテムを保管できます。
これらは一般的な範囲にすぎず、実際のサイズは業界の特定の要件や保管または輸送される品目によって異なることに注意することが重要です。
高品質の工業用クレート射出成形金型を作るには?

高品質の工業用クレート射出成形金型を作成する手順は次のとおりです。
1.デザイン
• 要件を理解する: サイズ、形状、耐荷重、スタッキングラグや排水穴などの特殊機能を含む工業用クレートの設計を徹底的に分析します。使用するプラスチックの種類と収縮率などの特性を考慮してください。
• 3D モデリング: 高度な CAD (コンピューター支援設計) ソフトウェアを使用して、金型の詳細な 3D モデルを作成します。これは、金型の構造、ゲートの位置 (プラスチックが金型キャビティに入る場所)、冷却チャネル、およびエジェクター ピンを視覚化するのに役立ちます。
2.材質の選定
• モールドベースの材質: モールドベースには高品質の鋼を選択してください。硬度、耐摩耗性、靭性に優れたプリハードン鋼や工具鋼がよく使用されます。たとえば、P20 鋼は、優れた機械加工特性と射出プロセス中の耐摩耗性により、一般的な選択肢です。
• キャビティとコアの材料: プラスチックの高圧射出と繰り返しの使用に耐えられる材料を選択します。クレートの滑らかな表面を確保するには、高温耐性と優れた表面仕上げ特性を備えた一部の合金が好ましい。
3.製造工程
• フライス加工と機械加工: CNC (コンピューター数値制御) フライス盤などの精密加工ツールを使用して、3D モデルの設計に従って金型のキャビティとコアを切断します。機械加工の精度は、金型のさまざまな部品を正確に組み合わせるために非常に重要です。
• EDM (放電加工): フライス加工では実現が難しい複雑な形状や微細なディテールには、EDM を使用できます。放電を使用して材料を侵食し、目的の形状を作成します。
• 表面処理: 金型に適切な表面処理を施します。たとえば、キャビティの表面を高光沢仕上げに研磨すると、プラスチック箱の表面品質が向上し、金型から部品を離型しやすくなります。木箱に特定の表面パターンが必要な場合は、テクスチャリングを行うこともできます。
4.冷却システムの設計
• 効率的な冷却チャネル: 金型キャビティの周囲に均等に配置された冷却チャネルを備えた効果的な冷却システムを設計します。これは、プラスチックの冷却速度を制御し、サイクルタイムを短縮し、不均一な冷却による木枠の反りを防ぐのに役立ちます。冷却チャネルの直径とレイアウトは慎重に計画する必要があります。
5.品質管理
• 寸法検査: 三次元測定機 (CMM) などの精密測定ツールを使用して、金型部品の寸法を設計仕様と照らし合わせてチェックします。金型の適切なフィットと機能を確保するには、偏差を修正する必要があります。
• 試運転: 金型を使用して射出試運転を実施し、ショート ショット (不完全な充填)、バリ (過剰なプラスチック)、ヒケなどのプラスチック クレートの欠陥を確認します。試運転の結果に基づいて、ゲート設計の変更や射出パラメータの調整など、金型の調整を行います。
工業用クレート射出成形金型の製作にかかるリードタイムはどれくらいですか?
工業用クレート射出成形金型の製造リードタイムは通常約 45 ~ 60 日で、各段階に必要な時間は次のとおりです。
1.設計段階
• 製品分析とスキーム設計: クレートの仕様、構造特性、顧客の特別なニーズを詳細に分析し、予備的な設計スキームを作成するのに約 3 ~ 7 日かかります。
• 3D モデリングと図面: 専門の CAD ソフトウェアを使用して正確な 3D モデルを作成し、その後の製造のために詳細な 2D 図面を描画するには、通常 5 ~ 10 日かかります。
2.資材購入フェーズ
• 金型鋼の調達: 通常、金型設計要件に従って適切な鋼を購入するのに約 3 ~ 7 日かかりますが、特殊鋼のカスタマイズが必要な場合やサプライヤーの在庫がない場合は、時間が 10 ~ 15 日に延長される場合があります。 。
• 付属品の調達: シンブル、スライダー、ゲート カバーなどの標準付属品の購入には 3 ~ 5 日、特殊付属品のカスタマイズには 7 ~ 10 日、またはそれ以上かかります。
3.製造段階
• 荒加工: CNC フライス盤やその他の機器を使用して金型ブランクを荒加工し、マージンの大部分を除去します。通常、約 7 ~ 10 日かかります。
• 仕上げ: 寸法精度と表面品質を確保するため、金型キャビティやコアなどの主要部品の微細加工を行う半仕上げと仕上げが含まれます。所要時間は約 10 ~ 15 日です。
• EDM: 複雑な形状や微細構造の場合、EDM 放電腐食材料による特定の形状加工を実現するには、約 3 ~ 5 日かかります。
・表面処理:金型の表面硬度、耐摩耗性、耐食性を向上させるための研磨、窒化、クロムメッキなどの表面処理には3~7日程度かかります。
4.品質検査とデバッグフェーズ
・品質検査:三次元測定機などを使用して、金型の寸法精度、形状や位置の公差が要求事項を満たしているかどうかを総合的に検査します。所要時間は3~5日程度です。
• 金型テストとデバッグ: 2 ~ 3 回の金型テストを実行し、各テスト後にプラスチック部品の状態に応じて金型を調整および最適化します。これには約 7 ~ 10 日かかります。
工業用クレートの金型によくある欠陥とそれを回避するための解決策は何ですか?
ここでは、工業用クレート金型によくある欠陥とその回避方法をいくつか示します。
1. ショートショット
欠陥の説明: プラスチック材料が金型キャビティを完全に満たさない場合、ショート ショットが発生します。これにより、セクションが欠落した不完全な、または部分的に形成された工業用クレートが生成されます。
原因と回避方法:
射出圧力または射出量が不十分: 射出成形機の設定を確認してください。射出圧力と射出量が、クレートの設計に従って金型キャビティ全体を充填するのに十分であることを確認してください。使用するプラスチックの種類と粘度に基づいて圧力を調整する必要がある場合があります。マテリアル フローの制限: ゲートが狭いかブロックされていることが原因である可能性があります。材料がスムーズに流れるように、適切なサイズと形状のゲートを設計します。また、ランナー システムに障害物がないか確認してください。成形プロセス中は、ランナーとゲートを清潔に保ち、破片が付着しないようにしてください。
2.フラッシュ
欠陥の説明: バリは、MLD パーティング ラインまたはその他の開口部から突き出る余分なプラスチックです。工業用木枠に洗練されていない外観を与え、機能にも影響を与える可能性があります。
原因と回避方法:
型締めが不適切: 型締力が正しく設定されていることを確認してください。力が弱すぎると、mld が十分にしっかりと閉まらず、プラスチックが染み出す可能性があります。 mld - 閉鎖機構の磨耗を定期的にチェックし、必要に応じてクランプ力を調整してください。
金型表面の磨耗または損傷: 時間の経過とともに、金型表面が磨耗したり損傷したりして、パーティング ラインに隙間が生じることがあります。金型表面を定期的に検査し、メンテナンスしてください。損傷した部分を磨くか修理して、密閉性を確保します。
3. ヒケ
欠陥の説明: ヒケは、工業用成型箱の表面にあるくぼみまたは空洞の領域です。これらは通常、厚い部分のある領域で発生し、冷却時のプラスチックの収縮によって引き起こされます。
原因と回避方法:
不均一な壁厚: より均一な壁厚を持つ木枠を設計します。冷却差や収縮を引き起こす可能性がある急激な厚さの変化は避けてください。厚い部分が必要な場合は、ヒケの可能性を減らすためにリブまたはその他の構造的特徴を追加することを検討してください。
不十分な冷却: 効率的な冷却システムを確保します。冷却チャネルは、金型全体に均一な冷却を提供するように設計する必要があります。プラスチック材料の特性に応じて冷却時間と冷却液の流量を調整し、収縮関連の問題を最小限に抑えます。
4. ワーピング
欠陥の説明: 反りとは、成形された工業用木箱が意図した形状から歪むことを指します。これにより、木箱を意図したとおりに積み重ねたり、使用したりすることが困難になる可能性があります。
原因と回避方法:
不均一な冷却: ヒケと同様に、不均一な冷却は反りを引き起こす可能性があります。冷却システムの設計をチェックし、冷却剤が金型の周囲に均等に分配されていることを確認してください。また、金型材料の熱伝導率と冷却均一性への影響も考慮してください。
間違った射出成形パラメータ: 射出速度、保圧圧力、保持時間などの設定が正しくないと、成形品の内部応力分布に影響を与え、反りを引き起こす可能性があります。プラスチック材料の特性に基づいて、試行錯誤を通じてこれらのパラメータを最適化します。
5. 表面の欠陥(傷、汚れなど)
欠陥の説明: これらには、木枠の表面の傷、劣化したプラスチックによる汚れ、または粗い質感が含まれる場合があります。
原因と回避方法:
金型の表面品質: 金型の高品質な表面仕上げを保証します。金型表面の傷や荒れは成形品に転写されます。金型表面は定期的に研磨し、メンテナンス時や運転時には注意して取り扱ってください。
汚染: プラスチック素材を清潔に保ち、汚染物質がないようにしてください。清潔な環境に保管し、汚れ、湿気、その他の異物が材料に入り込んで成形箱の表面品質に影響を与えるのを防ぐために、適切な取り扱い手順を使用してください。
パッケージ &。配達

金型部品
金型鋼

ホットランナーシステム

標準部品

お客様の声

電子メール アドレス、電話番号、オンラインお問い合わせフォームなど、より具体的な連絡先情報を共有すると、プラスチック工業用木枠の型の製造に関して関心のある関係者があなたに連絡できるようになります。あるいは、業界展示会、ビジネス ディレクトリ、オンライン製造プラットフォームなどのさまざまなチャネルを通じて潜在的な顧客を探し、金型製造サービスを宣伝することもできます。





