



金型仕様
|
金型名 |
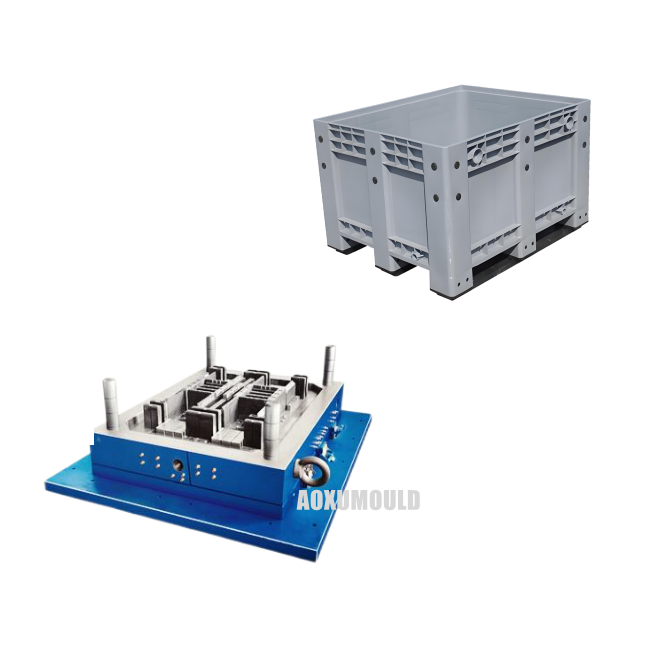
パレットボックス型 |
|
製品材料 |
高密度ポリエチレン(HDPE)\/pp |
|
製品サイズ |
1200mm(w)x 1000mm(l)x 760mm(h) |
|
空洞用のカビ材料&。コア |
2738 |
|
カビのベース |
C45 |
| 空洞のいいえ | このような大きな型の1キャビティ |
|
注入システム |
ホットランナーバルブゲート |
|
適切な注入機 |
4500T |
|
金型サイズ |
1800x1800x1350mm |
| カビの重量 |
32500T |
|
カビの寿命 |
500以上、000 PCS |
| リードタイム |
デザインが確定した後、65日 |
なぜmoなのかuプラスチックパレットに必要なLDS箱s?

ロジスティクス、倉庫、製造で広く使用されているプラスチックパレットボックスには、産業規模の製造業の技術的および経済的要求のために、モールドベースの生産が必要です。通常、鋼で作られた金型は、最終製品の形状、構造、機能を定義する精密工学ツールです。以下は、生産に金型を使用する主な理由です。
1。精度と一貫性
金型により、再現性が高くなり、均一な寸法、壁の厚さ、構造的特徴(リブ、ラグのスタッキング、または通気チャネルなど)が数千単位で確実になります。この一貫性は、自動化されたハンドリングシステム、フォークリフト、およびサプライチェーンのラッキングシステムとの互換性にとって重要です。
2。複雑なジオメトリ
プラスチックパレットボックスには、多くの場合、複雑な設計が組み込まれており、荷重をかける容量、滑り止め表面、または営巣機能を強化します。射出成形により、これらの特徴を正確に複製することができます。これらの特徴は、熱成形や機械加工などの代替方法では非現実的またはコストが抑制されます。
3。材料効率
成形プロセス(たとえば、注入、ブロー成形)は、樹脂の流れと冷却速度を制御することにより、材料の廃棄物を最小限に抑えます。この効率は、ユニットごとのコストを削減し、スクラップ生成を制限することにより、持続可能性の目標と一致します。
4。耐久性とパフォーマンス
金型は、UV耐性、火災遅延、または抗静止特性のための添加剤を備えたエンジニアリンググレードプラスチック(HDPE、PPなど)の使用を促進します。制御された成形プロセスにより、最適な分子アライメントが保証され、過酷な環境での耐衝撃性と寿命が強化されます。
5。大規模な費用対効果
金型の作成には、高い前払いコスト(設計、プロトタイピング、ツール)が含まれますが、大規模な生産走行で経済的になります。ユニットごとのコストは、低容量の方法と比較して大幅に低下し、グローバルサプライチェーンにサービスを提供するメーカーの投資を正当化します。
6。カスタマイズの柔軟性
金型は、ツールシステム全体を再設計することなく、バリアント(折りたたみ可能なデザイン、統合されたRFIDスロットなど)を生成するように変更でき、医薬品や自動車などの特定の産業向けに調整されたソリューションを可能にします。
7。規制コンプライアンス
標準化されたモールディングにより、国際的な安全および負荷テスト基準へのコンプライアンスが保証され、責任のリスクが軽減されます。
金型は、強度、精度、コスト効率の産業的需要を満たすプラスチックパレット容器を生産するために不可欠です。このテクノロジーは、初期の投資と長期的な運用上の利点の残高を保証し、最新のプラスチックロジスティクスソリューションの基礎となっています。
プラスチック製のパレットボックス型を設計する方法は?

1.設計と構造
金型は、通常、生産量の要件に応じて、多室または単一キャビティツールとして構築されます。硬化鋼またはベリリウム銅インサートを備えたモジュラー設計を備えており、高注入圧力(多くの場合1,500 barを超える)と研磨ポリマーの流れに耐えることができます。重要なコンポーネントは次のとおりです。
A.パレットベースでスリップアンチスリップ機能を実現するために、テクスチャの表面を備えたコアとキャビティブロック
耐荷重壁を補強するための統合されたrib骨構造(最大2、000 kg容量)
C.自動処理システムとの統合性と互換性のための取り込み機能
2.材料の選択
DIN 1.2344(H13)や1.2316などのプレミアムグレードの鋼合金が重要な成分に使用され、例外的な耐摩耗性と熱安定性を提供します。ニトリングやPVDコーティングのような表面処理は耐久性を高め、100万サイクルを超えるカビの寿命を延ばします。ガイドの柱とブッシングは、硬化したツールスチールを利用して、周期的な負荷の下でアライメントを維持します。
3.クーリングシステム
コンフォーマル冷却チャネルは、熱管理を最適化するために戦略的に機械加工されており、従来の設計と比較してサイクル時間を20〜30%削減します。冷却レイアウトはパレットのジオメトリに従い、厚い壁のセクション(通常は8〜12 mm)からの均一な熱放散を確保し、反射と残留応力を最小限に抑えます。
4.拒否と自動化
マルチステージ排出システムは、油圧リフター、エアポペット、ストリッパープレートを組み合わせて、歪みなく安全に深く描かれた容器を安全に排出します。クイックチェンジインサートシステムは、標準化された寸法でパレットを生成するための迅速なフォーマット調整を可能にします(例、1200×800 mmまたは1200×1000 mm)。金型は、標準化されたインターフェイスを介してロボット部品除去システムと統合されます。
大きなパレットに必要な金型分析です箱MOulds?

はい、カビの流れ分析(MFA)は、大きなパレット容器型の設計と製造に不可欠です。主な理由は次のとおりです。
1。複雑なジオメトリとサイズ
大きなパレットは、多くの場合、薄い壁、rib骨、スナップフィット構造を備えています。 MFAは、不完全な充填、エアトラップ、または弱い溶接ラインなどの欠陥を避けるために、ポリマーの流れの挙動を予測します。
2。材料とプロセスの最適化
パレットは通常、高流量または衝撃耐性材料を使用します(例:PP、HDPE)。 MFAは、材料の適合性を検証し、パラメーター(注入圧力、温度、冷却時間)を最適化し、試行錯誤コストを削減します。
3.縦縞と収縮を最小限に抑えます
大きなカビの不均一な冷却は、歪みまたはシンクマークを引き起こす可能性があります。 MFAは、寸法の安定性を確保するために冷却効率をシミュレートします。
4。コストとリスクの削減
大きな金型には、高い開発コストが含まれます。 MFAは、デザインの欠陥を早期に特定し、高価なカビの変更やスクラップを避け、市場までの時間を加速させます。
金型フロー分析は、大規模なパレットボックスの生産における品質、効率、および信頼性を高めるための費用対効果の高いツールです。
パッケージ &。配達

金型コンポーネント
金型鋼

ホットランナーシステム

標準部品

よくある質問
|
1.パレットボックス型とは何ですか? パレットボックス型は、プラスチックパレットボックスを製造するために射出成形に使用される特殊なツールです。これらのコンテナは、多くの場合、産業環境で保管、積み重ね、輸送用に設計されています。型は、溶融プラスチックを望ましい形に形作り、耐久性と一貫性を確保します。 2.パレットボックス型に使用される材料は何ですか? 金型は通常、耐久性と耐熱性のために高品質の鋼で作られています。箱に使用されるプラスチックは、しばしば強度と耐衝撃性のためにポリプロピレン(PP)または高密度ポリエチレン(HDPE)です。 3.パレットボックス型の重要なコンポーネントは何ですか? - コアとキャビティ:ボックスの形を形成します。 - 冷却システム:効率的なサイクル時間の温度を調整します。 - 排出システム:冷却製品をリリースします。 - 通気口:エアトラップや欠陥を防ぎます。 4.型の製造プロセスは何ですか? - 設計:精度のためのCADベースのエンジニアリング。 - 材料の選択:寿命のために選ばれた鋼。 - 加工:精度のためのCNCまたはEDM。 - 熱処理:クエンチング\/抑制による硬化。 - アセンブリとテスト:生産前に機能を保証します。 5。シングル対マルチキャビティ型? - シングルキャビティ:低コスト、小さなバッチに最適です。 - マルチキャビティ:出力が高く、大量に費用対効果が高い。 6.ホットランナー対コールドランナーシステム? - ホットランナー:廃棄物を減らし、サイクルを速くします。より高い前払いコスト。 - コールドランナー:よりシンプルで安価ですが、より多くの無駄を生成します。 7。設計上の考慮事項 - 壁の厚さ:均一性は反りを防ぎます。 - ドラフト角度:排出を容易にします(典型的な1〜2度)。 - ゲートの場所:流れと美学に影響します。 8。コスト要因 - 材料グレード、カビの複雑さ、サイズ、および生産量。マルチキャビティ\/ホットランナーシステムは、初期コストを増加させますが、ユニットごとの価格を大規模に引き下げます。 9。メンテナンスのヒント - 定期的なクリーニング:欠陥を防ぐために残留物を除去します。 - 潤滑:滑らかな排出を保証します。 - 検査:プロダクション後の摩耗\/損傷を確認してください。 10。カスタマイズオプション - 彫刻、調整可能な寸法、および色のバリエーションを介したロゴ\/テキスト(マスターバッチを使用)。 11。一般的な問題のトラブルシューティング - ワーピング:冷却の均一性を改善します。 - シンクマーク:保持圧力\/時間を増やします。 - ショートショット:材料の流れまたはゲートサイズを確認してください。 12。リード時間係数 - 複雑さ、メーカーのバックログ、および材料の可用性(典型的な3〜12週間)。 13。メーカーの選択 - 経験、テクノロジー(CNC\/EDM機能など)、質の高い認定、および販売後サポートを評価します。 14。安全基準 - ISO(例:パッケージのISO 21898)およびASTM標準のコンプライアンスにより、負荷をかける安全性と材料品質が保証されます。 射出成形の代替 - ブローモールディング:中空のデザイン用。 - 回転成形:低容積、大きなアイテム。 16。環境への影響 - リサイクル可能なプラスチック(PP\/HDPE)、エネルギー効率の高いマシンを使用し、ホットランナーシステムを通じて廃棄物を最小限に抑えます。 17。将来の傾向 - リアルタイムモニタリング用の精度、生分解性材料、IoT対応金型の自動化。 18.パレットボックスの射出成形の利点 - 生産速度、再現性、および強化された壁や積み重ね可能なデザインなどの機能を統合する能力。
|
顧客のフィードバック






