


カビの仕様
|
金型名 |
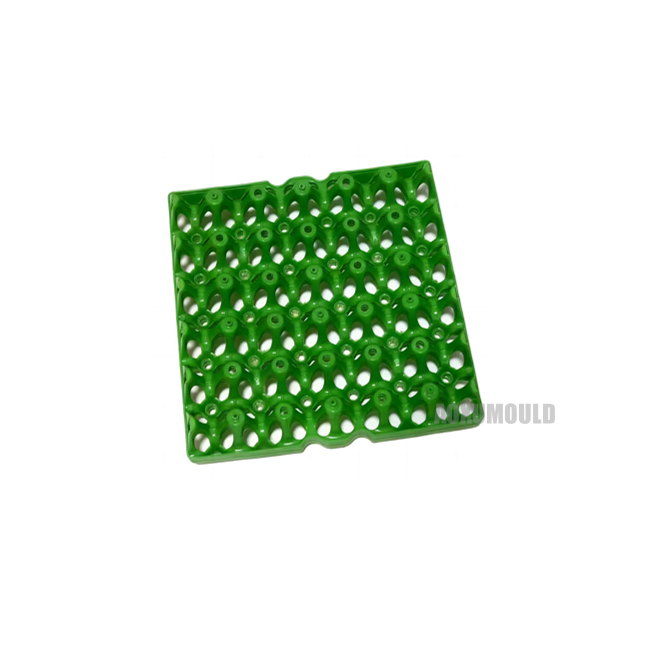
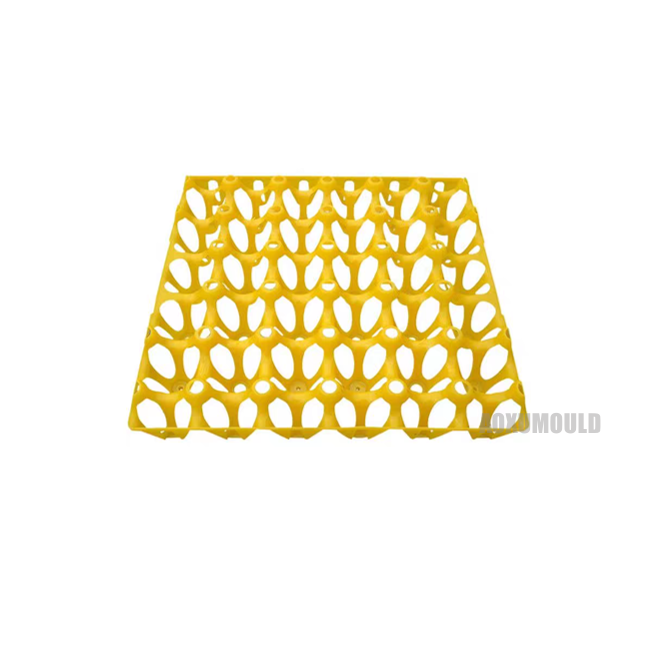
プラスチックの卵トレイ型 |
|
製品材料 |
PP、プラスチック |
|
製品サイズ |
295x295x50mm |
|
製品の重量 |
300グラム |
|
空洞用のカビ材料&。コア |
P20, 718 |
|
カビのベース |
P20, 718H |
|
注入システム |
コールドランナー |
|
適切な注入機 |
350T |
|
金型サイズ |
510x510x150mm |
|
カビの寿命 |
500以上、000 PCS |
なぜChooseTo UsePlasticEGGTレイ?
プラスチックエッグトレイは非常に実用的なキッチン調理器具であり、多くの利点があり、多くの利便性と利便性をもたらすことができます。
第一に、プラスチックの卵は軽く、きれいになりやすく、従来の金属卵のトレイに比べて錆びやすくなります。通常、金属の卵トレイを使用する場合、金属材料は汚れやすく、きれいになるのが難しいことがよくあります。プラスチックの卵トレイは軽量であるだけでなく、より便利で効率的です。単純なすすぎで掃除することができ、ワークロードを減らすことができます。
第二に、プラスチックの卵トレイの外観は多様で、明るい色と斬新なスタイルがあり、キッチンの全体的な美しさを高めるために異なるキッチンの装飾と一致させることができます。使用するとき、個人的な好みに応じて私たちのお気に入りの色の組み合わせを選択できます。
繰り返しになりますが、プラスチックの卵トレイには特定のアンチスリップ特性があり、トレイに置かれたときに卵を滑らせることが困難になり、卵の衝突を避け、損傷率を減らします。従来の金属卵トレイを使用すると、卵が滑り落ちている状況に遭遇し、破裂し、不必要な廃棄物が増加する状況に遭遇することがよくあります。プラスチックの卵トレイには、特定のアンチスリップ特性があり、卵を効果的に保護し、貯蔵時間を延長し、食物廃棄物を減らすことができます。
最後に、プラスチックの卵トレイは手頃な価格で、寿命が長く、経済的なキッチンの道具になります。キッチンの調理器具を購入する場合、通常、価格要因を考慮し、プラスチックの卵トレイは安価で、費用対効果が高く、長いサービス寿命を持ち、簡単に損傷を受けず、非常に実用的な家庭用品です。
どうやってTo de終末T彼TYPEAndP配置Of InoctionG食べたFまたはPlasticEGGTレイ型?

プラスチック卵トレイは、生産プロセス中に射出成形技術を使用して作られた一般的な家庭用品です。噴射ゲートは、射出成形の非常に重要な部分であり、製品の成形品質とプロセス効率に直接影響します。以下に、プラスチックの卵トレイの射出成形ゲートの種類と位置を詳細に分析します。
まず、射出成形ゲートの種類を見てみましょう。プラスチックの卵トレイなどの小型製品の場合、一般的に使用される射出成形ゲートタイプは、ポイントブロッキングゲート、サイドブロッキングゲート、および直接ゲートです。ポイントブロッキングゲートは、溶融プラスチックを製品の1つ以上の側面からカビの空洞に注入する一種のゲートであり、比較的平らな表面を持つ製品に適しています。サイドブロッキングゲートは、金型の片側から金型空洞に溶融プラスチックを注入するために使用され、製品表面に不均一なテクスチャがある状況に適しています。直接注入門は、単純な形状の製品に適した製品の上部から金型空洞に溶融プラスチックを直接注入するために使用されます。射出成形ゲートの種類を選択するとき、製品の設計と生産の要件に基づいて合理的な選択をする必要があります。
次に、射出成形ゲートの場所について話しましょう。プラスチックの卵トレイなどの製品の場合、製品の端にゲートを設定して、プラスチックのカビへの侵入を容易にし、製品全体を満たすことを選択することが一般的です。同時に、注入プロセス中に気泡と短材の発生を減らし、製品成形の品質を確保することもできます。噴射ゲートの位置を選択するときは、最終的に最も適切な位置を決定するために、製品の外観要件、成形の難しさ、ゲートの後治療などの要因を考慮する必要があります。
さらに、製品の外観の品質と生産効率を改善するために、製品の設計とカビ構造でいくつかの最適化を行うことができます。たとえば、金型キャビティの数を増やしたり、エジェクターピンや排気システムをセットアップすることで、製品の成形精度と生産効率を改善することができます。同時に、製品の品質と生産効率をさらに向上させるために、ホットランナーテクノロジーやラミネートモールディングなどの特別なプロセステクノロジーも考慮することができます。
製品のデザイン&。型

進捗AのrrangementPlasticEGGTレイInoction型 PROCESSING
プラスチック卵トレイの射出型の処理スケジュールは、カビ製造技術と計画のためのプロジェクトマイルストーンと組み合わせた体系的なプロセスに従う必要があります。以下は、AOXU金型の処理進行をスケジュールするためのフレームワークです。
1。デザインフェーズ(5-10日)
要件分析:製品の仕様(サイズ、穴の数、斜面の想像など)と金型の寿命の要件を明確にします。
金型構造の設計:3Dパーティング、注入システム(ポイントゲートまたはサイドゲート)、冷却システム、およびエジェクターメカニズムの設計を完了します。
描画出力:機械加工図、アセンブリ図面、および電極設計図面を生成し、顧客との重要な許容範囲(±0 .05mmなど)を確認します。
2。材料の準備(3-5日)
金型ベース調達:金型のサイズに基づいて標準の金型ベース(LKM標準など)を選択するか、非標準の金型ベースをカスタマイズします。
鋼の順序:硬化鋼(P20や718Hなど)が空洞/コアに選択され、高硬度材料(H13など)がイジェクターピンとスライダーに使用されます。
アウトソーシングパーツの準備:ホットランナーシステムと標準部品(スプリング、ガイドコラムなど)を事前注文します。
3。処理段階(15-25日)
大まかな機械加工:0。2-0。
熱処理:真空消光は、高い硬度(硬度HRC 48-52など)を必要とする部品で実行されます。
精密機械加工:
精密粉砕:空洞表面の機械加工を完了します(5軸工作機械を使用することをお勧めします)。
電力放電加工(EDM):深い溝や鋭い角など、CNCが処理できない領域を処理します。
ワイヤー切断:エジェクターピンホールや挿入スロットなどの精密穴処理。
表面処理:空洞をミラー表面に磨き(0。1μm以下のRA)、必要に応じてニトリッド処理を行います。
4。アセンブリと試運転(5-7日)
コンポーネントアセンブリ:イジェクターシステムと冷却水路を取り付けます(3MPA圧力テストが必要です)。
金型フィットテスト:分かれた表面のフィット({0}。02mm以下)とスライダーの動きの滑らかさを確認します。
受け入れ前:金型工場で空の金型テストを実施し、重要な次元データを記録します。
5。トライアルモールディングと最適化(3-5日)
最初の試験成形(T1):射出成形パラメーター(材料温度、保持時間)および製品の断片的効果を確認します。
問題の修正:
排気溝の深さを調整します(通常は{0。02-0。03mm)。
冷却水システムのレイアウトを最適化して、サイクル時間を短縮します。
フラッシュまたは収縮の問題を修正します(噴射圧力を削減するか、ゲートサイズを変更します)。
生産前トライアル金型(T 2- T3):安定性を確認するために100-200金型を連続的に生成します。
のテストプラスチックの卵トレイ型
パッケージ &。配達

金型コンポーネント
金型鋼

ホットランナーシステム

標準部品

よくある質問
顧客のフィードバック






