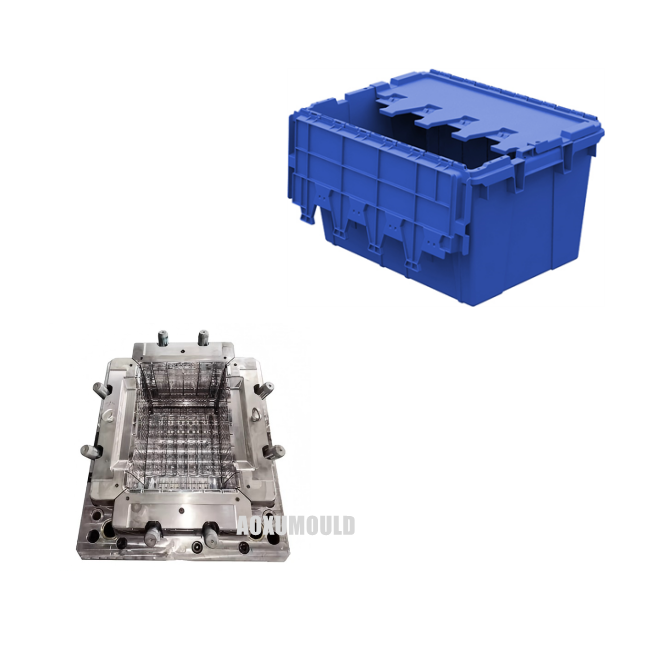



金型仕様
|
金型名 |
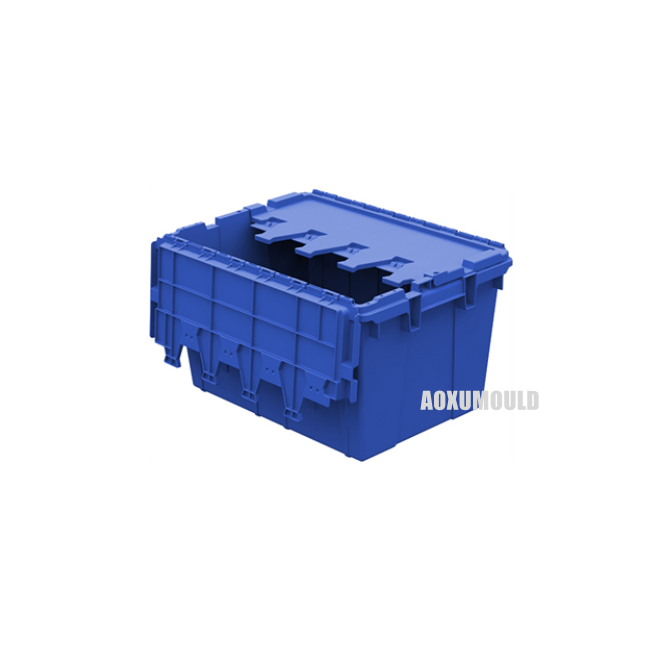
プラスチック物流ボックス金型 |
|
製品材質 |
HDPE/PP |
|
製品サイズ |
600×400×280mm |
|
製品重量 |
2.8KG |
|
キャビティ用金型材料&。コア |
P20/718H/H13 |
|
キャビティのNO |
1 キャビティ |
|
インジェクションシステム |
ホットランナー |
|
適切な射出成形機 |
650T |
|
金型サイズ |
850×580×900ミリメートル |
|
金型重量 |
3500キロ |
|
金型の寿命 |
500、000 個以上 |
|
納期 |
55日 |

優れたプラスチック製物流ボックスを設計するにはどうすればよいですか?
1.目的と要件の決定
機能性: ボックスにどのようなアイテムを入れるかを検討します。たとえば、壊れやすい商品の場合は、内部の仕切りや緩衝機能を設計する必要があるかもしれません。重量物を扱う場合、ボックスには高い耐荷重性が必要です。
サイズ: 保管または輸送する物の一般的な寸法を測定します。梱包と開梱を容易にするために、箱に十分なスペースがあり、ある程度の余裕があることを確認してください。また、スペース利用を最適化するために、標準的なパレットまたは保管ラックのサイズを考慮してください。
積み重ね可能: 安全に積み重ねることができるようにボックスを設計します。これには、正確に嵌合する凹んだ上部と下部のような機能や、積み重ねられた箱の重量を支えるために強化されたコーナーなどの機能が含まれる場合があります。
材料特性を考慮する
プラスチックの種類: 強度、柔軟性、コストなどの要素に基づいて、適切なプラスチック材料を選択します。高密度ポリエチレン (HDPE) は、その耐久性、耐衝撃性、耐薬品性により一般的に選択されます。
壁の厚さ: ボックスの壁の適切な厚さを決定します。壁が厚いと強度が増しますが、コストと重量も増加します。工学計算やシミュレーションを使用して、意図した耐荷重要件に最適な厚さを見つけることができます。
3.構造を設計する
ベースと側面: ベースは、転倒を防ぐために幅が広く、安定している必要があります。側面は強度を高めるためにリブや波形で設計できます。たとえば、垂直リブは横方向の力に対するボックスの抵抗を強化できます。
ハンドルと開口部: 握りやすく、荷物を積んだボックスの重量を支えるのに十分な強度を備えたハンドルが組み込まれています。ヒンジ付きの蓋や十分な大きさの取り外し可能なトップなど、中身に便利にアクセスできるように開口部を設計します。
製品のデザインと。型

プラスチック製の物流ボックスの金型を高品質で作るにはどうすればよいですか?
1.材料の選択
・生産量の予想、使用するプラスチックの材質、要求される精度などに応じて、適切な金型材質を選択してください。一般的に使用される材料には、P20 や H13 などの合金鋼が含まれます。これらの材料は、優れた硬度、耐摩耗性、および熱処理性能を備えています。
2.機械加工
• 粗加工: フライス加工や旋削などの加工方法を使用して、金型ブランクから余分な材料の大部分を除去し、金型の形状を大まかに形成します。
• 仕上げ加工:CNC マシニングセンターなどの精密加工設備を使用して、金型のキャビティ、コア、その他の主要部品の高精度加工を実現し、表面粗さと寸法精度が要件を満たすことを保証します。このプロセスには、冷却チャネルなどの細部の機械加工も含まれます。

3.熱処理
• 機械加工された金型部品に焼き入れや焼き戻しなどの熱処理プロセスを実行して、金型の硬度と強度を向上させ、耐摩耗性と耐用年数を向上させます。
4.表面処理
• 金型キャビティ表面に研磨、コーティング、テクスチャリングなどの表面処理を施します。研磨により製造されるプラスチック部品の表面仕上げを向上させることができ、コーティングにより金型の耐食性と離型性を向上させることができます。
5.アセンブリとデバッグ
• キャビティ、コア、突き出しシステム、ゲート システムなど、金型のさまざまなコンポーネントを組み立て、組み立てが正確で、動きがスムーズであることを確認します。次に、適切な射出成形機を使用して試運転やデバッグを実施し、射出圧力、温度、サイクルタイムなどのパラメータを調整して、適格なプラスチック物流ボックスを安定して生産できるようになるまで、金型の充填および脱型のプロセスを最適化します。
これは複雑なプロセスであり、通常、経験豊富な金型製作技術者と高度な製造装置の参加が必要です。
何'物流ボックスの金型に適した鋼材の種類は?

いくつかの種類の鋼がプラスチック物流ボックスの金型に適しています。
1.P20鋼
プリハードン鋼です。 P20 鋼は優れた機械加工性を備えているため、金型の作成プロセス中に簡単に形状を整えたり、細部を仕上げたりすることができます。強度と靭性のバランスも優れています。硬化した表面はプラスチック物流ボックスの射出成形時の圧力や摩擦に耐えることができ、耐用年数が比較的長くなります。
2.H13鋼
H13は熱間ダイス鋼です。優れた耐熱性を備えていますが、射出成形プロセスでは金型が高温のプラスチック溶融にさらされることが多いため、これは非常に重要です。高温条件下でも機械的特性と寸法安定性を維持できます。また、高強度と優れた耐摩耗性を備えており、プラスチック物流ボックスの大量生産が必要な金型に適しています。
物流ボックスの金型をメンテナンスするにはどうすればよいですか?

1.定期的な清掃
使用後は毎回、金型を注意深く洗浄して、残留プラスチック、破片、その他の不純物を除去してください。真鍮ワイヤー ブラシなどのツールを使用すると、金型の表面を傷つけることなく、キャビティとコアの表面を優しく掃除できます。
特殊なカビ洗浄剤などの適切な溶剤を使用して、頑固なプラスチックの残留物を溶解して除去します。溶剤が金型材料を腐食しないように注意してください。
2.潤滑
エジェクターピンやスライダーなどの金型の可動部品に潤滑剤を塗布します。高品質の潤滑剤は、摩擦を低減し、摩耗を防止し、離型プロセス中のこれらの部品のスムーズな動きを保証します。
3.点検・修理
金型に摩耗、亀裂、その他の損傷の兆候がないか定期的に検査してください。キャビティ表面、パーティング ライン、エジェクター システムなどの領域に焦点を当てます。問題が見つかった場合は、適時に修復してください。表面の軽微な損傷は研磨などの方法で修復できますが、より深刻な損傷には溶接や再機械加工が必要になる場合があります。
4.防錆
金型を長期間使用しない場合には、防錆対策を行ってください。金型表面に防錆油を塗布して保護膜を形成し、湿気などによる金型の錆を防ぎます。
5.適切な保管
金型は、乾燥した換気の良い適切な温度の環境に保管してください。湿気の多い場所やほこりの多い場所での保管は避けてください。金型保管ラックを使用すると、金型を直立した位置に保ち、変形を防ぐことができます。
パッケージ &。配達

金型部品
金型鋼

ホットランナーシステム

標準部品

お客様の声

よくある質問
Q: マルチキャビティ金型に最適なキャビティ レイアウトを決定するにはどうすればよいですか?
A: 物流ボックスのサイズと形状、射出成形機の利用可能な型締力、必要な生産量を考慮します。一貫した部品品質を確保するために、キャビティ間で金型充填のバランスを均等にするようにしてください。たとえば、ボックスが大きい場合、型締力が不十分な問題を回避するには、シングル キャビティまたはダブル キャビティの金型の方が適している可能性があります。
Q: 簡単に離型するにはどのような設計機能が重要ですか?
A: ボックス設計の垂直面に適切な抜き勾配を付けることが重要です。通常は、1 - 3 度の抜き勾配角度が推奨されます。また、完成品に跡がつかないように、箱の見えない部分や機能しない部分に突き出しピンを配置するなど、突き出しシステムの位置と設計も考慮してください。
Q: 中量生産金型として最もコスト効果の高い鋼種はどれですか?
A: P20 鋼は多くの場合、中量生産に適しています。良好な機械加工性を備えており、事前硬化が可能であり、コストと性能の適度なバランスが得られます。中期生産規模でのプラスチック物流ボックスの成形に伴う圧力や摩耗に耐えることができます。
Q: 金型表面のコーティング材料はどのように選べばよいですか?
A: プラスチック製の物流ボックスの金型の場合、PTFE ベースのコーティングのような非粘着コーティングが有益です。これはプラスチック部品の取り外しを容易にし、ある程度の耐食性も提供します。コーティングを選択するときは、成形されるプラスチックの種類と予想されるサイクル数を考慮してください。
Q: 金型寸法の許容公差範囲はどのくらいですか?
A: 許容差はボックスのサイズと必要な精度によって異なります。一般に、大型の物流ボックスの場合、金型キャビティの全体寸法の公差は ±{{0}.1 - 0.3 mm が許容される場合があります。ただし、取り付け穴や合わせ面などの重要な機能の場合は、±0.05 mm 程度のより厳しい公差が必要になる場合があります。
Q: 冷却管の加工精度を確保するにはどうすればよいですか?
A: 高度な CNC 加工技術と精密な工具を使用します。冷却チャネルは高精度の機器で穴あけまたはフライス加工し、ボアスコープなどの検査ツールを使用して検証する必要があります。効率的な熱伝達を確保し、金型内のホットスポットを避けるために、チャネルは滑らかに仕上げられている必要があります。
Q:金型組立時のチェックポイントは何ですか?
A: キャビティとコアのコンポーネントが適切に配置されているかどうかを確認してください。排出システムが引っかかりなくスムーズに動作することを確認してください。また、ゲート システムが正しく取り付けられており、漏れや詰まりがないことを確認してください。たとえば、スプルー ブッシュはしっかりと固定され、成形機の射出ユニットと位置合わせされている必要があります。
Q: 金型のテスト段階での問題をトラブルシューティングするにはどうすればよいですか?
A: ショートショット (充填不完全) などの問題がある場合は、まず射出圧力、温度、速度の設定を確認してください。箱に表面上の欠陥がある場合は、金型キャビティの表面仕上げと金型コーティングの品質を調べてください。離型に問題がある場合は、抜き勾配と突き出しシステムの動作を確認してください。





