



金型仕様
|
金型名 |
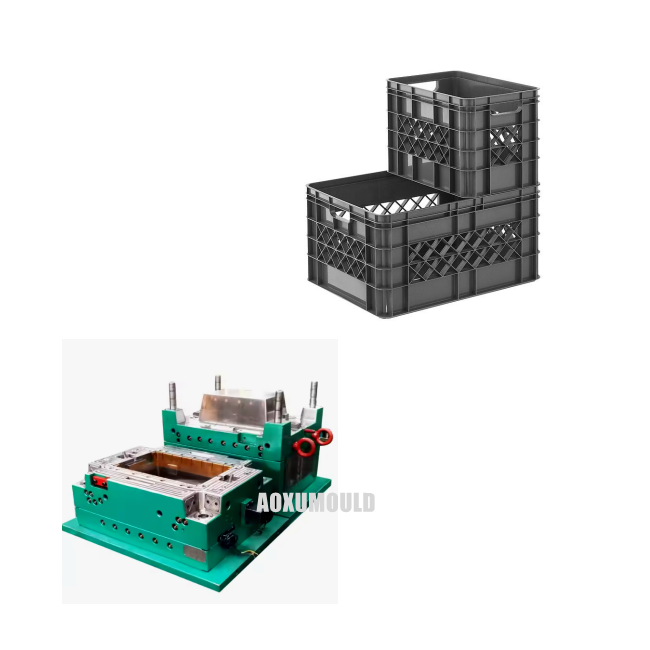
プラスチック製の積み重ね可能なストレージクレート型 |
|
製品材料 |
HDPEポリエチレン |
|
製品サイズ |
L 570 X W 370 X H 205mm |
|
製品の重量 |
1.57kg |
|
空洞用のカビ材料&。コア |
P20/718H/H13 |
|
空洞のnos |
1キャビティ |
|
注入システム |
ホットランナー |
|
適切な注入機 |
650T |
|
金型サイズ |
850x580x900mm |
|
カビの重量 |
3200kg |
|
カビの寿命 |
500以上、000 PCS |
|
納期 |
55日 |
なぜプラスチックの貯蔵箱に型が必要なのですか?

いくつかの理由で、プラスチック木箱用の型を作る必要があります。
1.カビはプラスチックの木枠に特定の形状を与えます。一貫した正確なデザインを作成できます。たとえば、すべての木枠に同じサイズのコンパートメントと外側の寸法をきちんと積み重ねたい場合、金型はこの均一性を保証します。
2.大量生産を可能にします。金型が作られると、多くの同一のプラスチック貯蔵箱を迅速かつ効率的に生産できます。これは、各木枠を手で形作ろうとするよりもはるかに実用的です。これは非常に時間です - 消費し、製品に多くのばらつきにつながります。
3.完成品の品質は、金型でよりよく制御できます。型は、必要な領域に適切な厚さと強度を備えた木枠を作成するように設計することができ、木枠の耐久性が高く、意図した目的に合っています。
方法成形プラスチック製の保管箱?
プラスチック製の保管箱型を設計する方法は?
1.製品分析
•ストレージクレートの形状、サイズ、構造の要件を完全に理解します。高さ、長さ、幅、ハンドル、コンパートメント、スタッキング要素などの特別な機能などの詳細を検討してください。
•荷重 - ベアリング能力と、適切な壁の厚さと補強領域を決定するために、クレートの使用を目的とした使用を分析します。たとえば、木枠が重いアイテムを保持することを意図している場合、厚い壁が必要になる場合があります。
2.タイプの選択
•2つのプレート型または3つのプレート型を決定します。 2つのプレート型はよりシンプルで、より複雑ではない部分により一般的に使用されます。 3つのプレート型は、より複雑なゲーティングが必要な機能を備えた部品に適しています。

3.キャビティとコアデザイン
•空洞を設計して、木枠とコアの外側の形状を形成して内側の部分を形成します。金型から部品を簡単に排出できるように、サイドウォールに十分なドラフト角度(通常は1 - 3度)があることを確認してください。
•ネジボスやヒンジなどの挿入物や機能の位置を検討し、キャビティとコアを設計して正確に収容します。
4.ゲーティングシステム
•適切なゲーティング方法を選択します。プラスチック製の貯蔵箱の場合、エッジゲーティングまたはホット - ランナーゲーティングを考慮することができます。エッジゲーティングは、溶融プラスチックがエッジからカビの空洞に入ることができる簡単なオプションです。 Hot -Runnerシステムは、材料の無駄を減らし、注入プロセスをより適切に制御できます。
•プラスチック材料の体積と流れの特性に基づいてゲートサイズを計算して、カビの空洞を均一に充填するようにします。
5.クーリングシステム
•サイクル時間を短縮するために、効率的な冷却システムを設計します。通常、冷却チャネルは、空洞とコアの近くの金型プレートに掘削されます。チャネルのレイアウトは、ワーピングを避けるために部品全体に均一な冷却を提供するようにする必要があります。
•冷却チャネルでバッフルまたはバブラーを使用して、セクションが厚い領域をより効果的に冷却することを検討してください。
6.排出システム
•Ejector Pins、ストリッパープレート、空気排出などの適切な排出機構を選択します。 Ejector Pinsは一般的に使用されており、変形せずに部品を金型から押し出すのに十分な力を提供できる領域に配置する必要があります。
•部品のジオメトリとプラスチックと金型の表面の間の摩擦に基づいて必要な排出力を計算します。
7.材料の選択
•高い注入圧力と温度に耐えることができるカビ材料を選択します。一般的に使用される材料には、P20やH13などのツール鋼が含まれます。選択は、生産量、使用されるプラスチックの種類、必要な表面仕上げなどの要因に依存します。
8.耐性と精密設計
•生産されたストレージクレートが必要な仕様を満たしていることを確認するために、金型キャビティとコアの寸法に適切な許容値を設定します。冷却中のプラスチック材料の収縮などの要因を考慮してください。
•金型製造プロセス中に精密機械加工技術と品質制御方法を使用して、望ましいレベルの精度を実現します。
プラスチック貯蔵箱型のスチールタイプ

プラスチック貯蔵箱の金型の鋼型に関しては、いくつかのオプションが一般的に使用されています。
1.P20スチール
特性:それは、優れた機械加工性を備えた事前に硬化した鋼です。硬度と丈夫さのバランスが比較的良好です。硬度は通常、28 - 36 HRCからの範囲です。
利点:成形プロセス中の注入圧力に十分に耐えることができます。貯蔵箱などのプラスチック部品の大量生産に適しています。 P20スチールで達成された表面仕上げは、適切な研磨後に非常に良好である可能性があります。これは、成形箱の外観に有益です。
制限:非常に高いボリューム生産の場合、または非常に研磨プラスチックを使用する場合、より高いパフォーマンススチールよりも速く摩耗する可能性があります。
2.H13スチール
特性:H13はホットな作業ツールスチールです。優れた耐熱性があり、繰り返しのプラスチック注入サイクルに関連する高温に耐えることができます。熱処理後の48 - 52 HRCの周りに硬度があります。
利点:それは非常に耐久性があり、高い圧力射出成形を処理できます。これにより、金型が重大なストレスにさらされている大きな大きさまたは複雑な型の貯蔵箱型に最適です。また、熱疲労に対して良好な耐性があります。これは、継続的に使用されるカビにとって重要です。
制限:P20鋼よりも高価であり、製造プロセス中に最適な特性を達成するためにより慎重な熱処理が必要です。
3.718スチール
特性:718スチールはクロム - ニッケル - モリブデン合金鋼です。強度が高く、寸法の安定性が良好です。硬度は、適切な熱処理を通じて特定の要件に従って調整できます。
利点:優れたポリッシュ性を提供するため、成形部品には滑らかで光沢のある表面があります。高品質の外観を必要とするプラスチック製の貯蔵箱の成形に適しています。また、摩耗や腐食に対する抵抗性が良好であるため、カビの寿命を延ばすのに役立ちます。
制限:H13と同様に、比較的コストがかかり、製造プロセスはその特性を最大限に活用するために正確に制御する必要があります。
型はどのくらい続きますか?
プラスチック製の木枠の寿命は、いくつかの要因によって大きく異なる場合があります。
金型がH13のような高品質の鋼で作られており、適切に維持されており、比較的研磨プラスチックに使用される場合、数十万から100万の注入サイクルを超えることができます。たとえば、ポリエチレンまたはポリプロピレンで作られた一般的な貯蔵箱を生産するために金型を使用している井戸生産施設では、定期的な洗浄、潤滑、温度制御などの適切な注意を払って、金型は500、{{{{ 5}}サイクル以上。
ただし、金型がより低い材料でできている場合、または研磨フィラーを使用したプラスチックをカビ型に使用している場合、または不適切な取り扱いにさらされている場合(噴射圧力、反りを引き起こす低温、または不十分な排出が不十分な排出が不十分な場合除去中に損傷を与えます)、その寿命ははるかに短くなる可能性があります。極端な場合、金型は、摩耗、割れ、またはその他の損傷が使用できないようにする前に、数千サイクルだけ続く可能性があります。
パッケージ &。配達

金型コンポーネント
金型鋼

ホットランナーシステム

標準部品

プラスチック型を保存する方法は?
1.ストレージの前にクライニング
カビを完全にきれいにして、残留プラスチック、汚れ、または破片を取り除きます。金型材料に適した適切な洗浄剤を使用してください。たとえば、鋼型の場合、軽度の洗剤と柔らかい毛の毛を使用して、接着されたプラスチック粒子をこすり落とすことができます。
冷却チャネルもきれいにしてください。洗浄液でそれらを洗い流し、錆やカビの成長を防ぐために完全に乾燥させます。
2.保護コーティングを適用します
錆 - 予防的コーティングをカビの表面に塗ります。特に金属製の場合は。さまざまな市販の錆があります - 予防オイルが利用可能です。カビ、コア、およびその他の金属部品全体をコーティングして、水分と酸化に対する保護バリアを形成します。
3.磨かれた表面のある金型の場合、非研磨コーティングを使用して仕上げを保存します。これは、金型の表面品質を維持するのに役立ちます。これは、その後のプラスチック木枠製品の品質にとって重要です。
適切な保管環境
型を乾燥した、涼しく、井戸の換気エリアに保管してください。湿度の高い場所に保管することは避けてください。これは錆の形成につながる可能性があるためです。 60%未満の相対湿度レベルが一般的に理想的です。
型を平らで安定した表面または適切な収納ラックに置きます。変形を防ぐために、金型の上に重い物体を積み重ねないようにしてください。可能であれば、金型の形状と重量分布をサポートする金型 - 特定の保管ラックを使用します。
4.Labelと在庫
金型に、その部品番号、設計されたプラスチック木枠の種類、最後の使用またはメンテナンスの日付などの情報を明確にラベル付けします。これは、簡単に識別と検索に役立ちます。
保管場所、状態、および関連するアクセサリーまたはスペアパーツなど、すべての保存された金型の在庫記録を保管してください。

顧客のフィードバック

よくある質問
Q:金型設計で考慮する必要がある要因は何ですか?
A:木枠のサイズ、形状、構造強度、断片化方法などの製品要件、および材料の流れ、冷却、通気換などの成形プロセス要因を考慮する必要があります。また、包括的な設計には、コストと生産効率の考慮事項が必要です。
Q:通常、プラスチックの貯蔵箱の製造に使用される材料は何ですか?
A:一般的に使用されるカビ材料は、P20、718H、H13、SKD61などの鋼です。これらの材料は、耐摩耗性、高い硬度、優れた熱安定性を持っています。
Q:金型材料の品質を確保する方法は?
A:通常の材料サプライヤーを選択し、材料レポートや熱処理レポートなどの材料品質の証明書を確認します。設計要件を確実に満たすために、硬度テストや金属学的分析を含む材料の検査を実施します。
Q:金型の加工精度は、プラスチック貯蔵箱の品質にどのように影響しますか?
A:機械加工の精度は、木枠の寸法精度、外観の品質、およびアセンブリのパフォーマンスに直接影響します。高精度の金型加工により、滑らかな表面があり、バリやフラッシュなどの欠陥がなく、木枠の品質と性能を向上させ、滑らかな表面を備えたクレートの正確で一貫したサイズを確保できます。
Q:金型の加工精度を保証する方法は?
A:CNC加工センターや電気放電加工などの高度な加工装置と技術を採用しています。加工プロセス中に、設計要件に厳密に従い、精密測定機器を使用して、金型の重要な寸法のリアルタイム検出と調整を実行します。
Q:射出成形プロセス中に溶接ラインが表示された場合はどうすればよいですか?
A:ソリューションは、金型、機器、原材料、およびプロセスの4つの側面から求めることができます。金型の場合、金型の温度を適切に調整し、ランナーの幅、断面、ゲートの位置を変更し、通気チャネルを拡張します。機器の場合、成形サイクルを拡張するか、機械をより大きな可塑化能力に置き換えます。原材料の場合、それらが乾燥していることを確認し、液体添加剤の添加を避け、適切な潤滑剤または安定剤を追加できます。プロセスについては、噴射圧力と時間を増やし、噴射速度を調整し、金型放出剤の使用を最小限に抑えます。
Q:射出成形中のカビ排泄物の不良によってどのような問題が発生しますか?
A:溶融充填の困難につながり、注入量が不十分であり、空洞を埋めることができなくなります。空洞にも高圧が形成され、ガスがプラスチックに入ることができ、ボイド、細孔、ゆるい構造、銀の縞などの質の高い欠陥を引き起こし、プラスチック部品の機械的特性と外観の品質に影響します。





