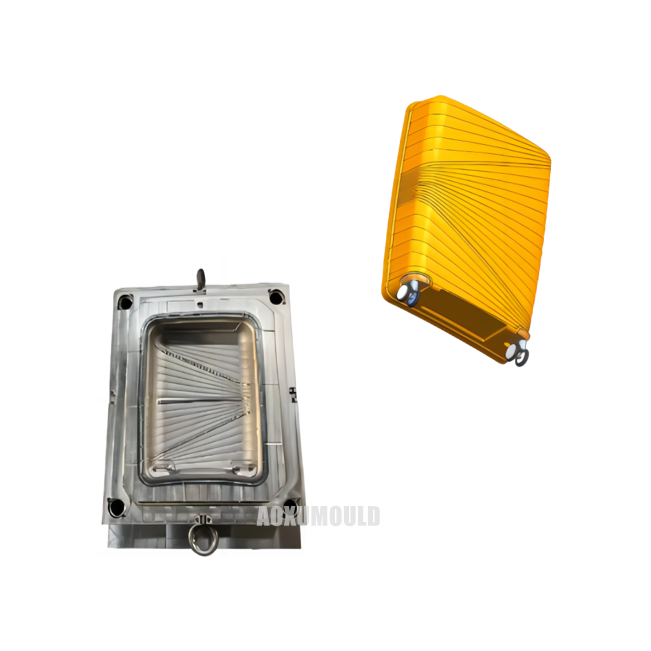



カビの仕様
|
金型名 |
プラスチックローラースーツケース射出型 |
|
クレート素材 |
腹筋 |
|
クレートサイズ |
348x260x315mm |
| クレートの重量 |
450g |
|
キャビティ用の金型材料&.コア |
P20, 718, 2738 |
|
空洞のnos |
1キャビティ |
|
注入システム |
ホットランナーオープンゲートまたはバルブゲート |
|
適切な注入機 |
380T |
|
金型サイズ |
580x520x560mm |
|
カビの寿命 |
500以上、000 PCS |
何ISSUSShellBe C監督Wヘン3dMオーデリングT彼PlasticローラーSuitcase?

寸法の精度:
実際の生産と使用のニーズを考慮して、モデルの寸法が正確でエラーがないことを確認してください.
材料特性:
適切なプラスチック材料を選択し、それを正しい物理的特性を割り当てて、後のレンダリングプロセス{.で現実的な効果を実現します
構造合理性:
設計するときは、内部フレーム、ヒンジ、ドローバーなどを含むローラースーツケースの実際の構造を検討し、これらの構造がモデル.で正確に表されていることを確認します。
詳細処理:
テクスチャやパターンなど、ローラースーツケースの表面の詳細に注意してください。これらは最終製品の外観の品質と感触に影響するため、.
軽量デザイン:
強度を確保しながら、ローラースーツケースの重量をできるだけ削減してみてください{.これは、輸送コストを削減するだけでなく、ユーザーエクスペリエンス.を強化するのにも役立ちます。
カビの実現可能性:
その後の射出成形プロセスを考慮すると、カビ生産の難易度とコストの増加を防ぐために、過度に複雑な形状と構造を避けてください.
色と質感:適切な色とテクスチャを選択して、モデルをより現実的にする.
製品のデザイン&.金型

どうやってTo DesignT彼EjectionMの機械プラスチックローラーSuitcase射出型?
プラスチックローラースーツケース型の設計は非常に重要なステップであり、排出機構の設計は特に重要です{.排出機構は金型で非常に重要な役割を果たし、その設計はプラスチック製品の成形品質と生産効率に直接影響します.}
第一に、排出機構の設計は、プラスチックローラースーツケースの全体的な構造と形状に沿っている必要があります{.プラスチックローラースーツケースは通常、さまざまな形状とサイズ.駆出メカニズムのデザインを、ローラースーツメカニズムのサイズと形状を確保するために、exeming式サイズと形状に応じて合理的に配合して調整する必要があります。ローラースーツケースの形状、排出中の変形と損傷を減らし、成形品質を確保する.
第二に、排出機構の設計では、ローラースーツケースの生産効率と安定性を考慮に入れる必要があります{.排出メカニズムの設計により、排出速度と力が適切であることを保証する必要があります。そうすることで、プラスチック製品が不必要な損傷や型のプレッシャーを引き起こすことなく、プラスチック製品をタイムリーに排出できるようにします。
さらに、排出機構の設計は、カビのメンテナンスと維持を考慮に入れる必要があります{.排出メカニズムは通常、設計時に{2}}を設計するときに{2}}を設計する際に{2}}を設計するときに{2}}を設計する際に({1}}に損傷を与えやすい金型の一部です。カビのサービス寿命を条件と拡張.
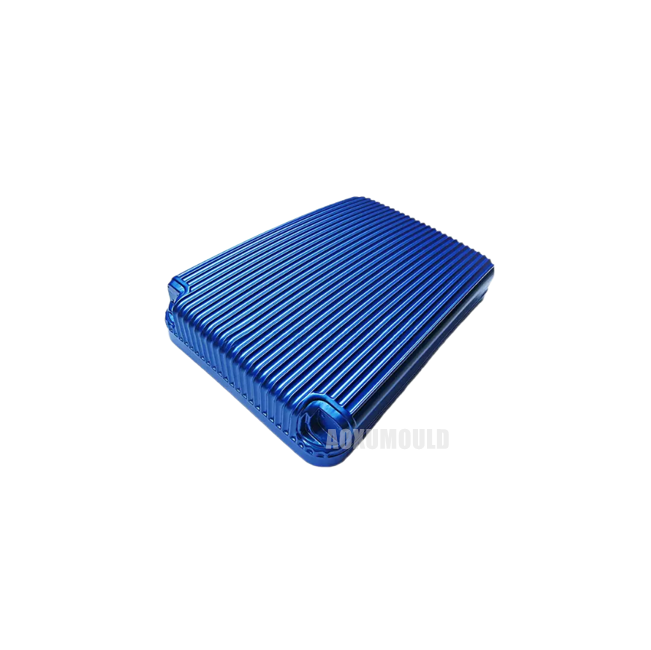
どうやってTo AchieveHit表面 SのムースPラストローラーSuitcase型?

1.MOuLDマテリアル選択:事前に保護された鋼やステンレス鋼などの高品質のカビ材料を選択します{.これらの材料は、耐摩耗性と耐食性が良好であり、カビ表面の滑らかさを長期間維持できます.
2.MOuLD設計最適化:ストレス集中と変形を避けるために金型構造を合理的に設計し、同時に、電気放電加工(EDM)やCNC加工などの正確な処理技術を採用して、カビとコアの寸法精度と表面粗さを確保する.}
3.表面処理技術:金型の表面は、機械的研磨、化学研磨、電解研磨などの.メソッドを磨くことができます{.その中には、機械的研磨が最も一般的に使用される方法であり、異なるグリットサンドペーパーとダイヤモンド研磨ペーストを使用して表面の滑らかさを徐々に改善します.
4.添加物の使用:潤滑剤や抗静止剤などのプラスチック原材料に適切な添加物を追加することにより、プラスチック製品の表面特性を改善し、表面欠陥を減らすことができます.
5.成形プロセスの制御:温度、圧力、速度などの射出成形パラメーターを適切に設定して、カビの表面の傷や損傷を同時に避け、金型を定期的に維持および清掃して、不純物がカビの表面に付着するのを防ぐ.}}
6.MOuLD温度制御:カビの温度制御システム(MTS)を介して、金型は均一に加熱または冷却され、温度変化によって引き起こされる金型の変形を減らし、.}によるプラスチック製品の表面滑らかさを改善します。
結論として、プラスチックローラースーツケース金型の高い表面仕上げを達成するには、金型材料、設計、表面処理、添加剤の使用、モールディング中のプロセス制御、カビの温度管理.などのさまざまな側面を包括的に考慮する必要があります。プラスチックローラースーツケースの表面仕上げは効果的に向上し、{1}の外観を高めることができます{1}
どうやってTo ChooseT彼RイイトInoctionMオールディングMアキネ?
製品の特性を理解する
生産されるプラスチック製品の寸法(長さ、幅、高さ、壁の厚さ)と重量を知る必要があります{.
適切なモデルを選択します
製品の抽出方向と金型の構造に基づいて、射出成形機の構造形式を決定します{.一般的な構造形式には、垂直、コーナー、および水平射出成形機が含まれます.さまざまな構造形式は、さまざまなタイプの製品と成形に適しています.}}
クランプ力を検討してください
クランプ力は、射出成形機の重要なパラメーター{.であり、機械がカビの空洞内の膨張力に耐えることができるかどうかを判断し、それによってカビ.の安定性が確保されます。金.
一致するカビの寸法
金型のサイズと形状は、射出成形機の選択に直接影響します{.金型の寸法が、射出成形機の仕様、特に接続列の間隔(ガイド列)に適合し、金.}}.の全体的な寸法を決定するため、接続列(ガイド列)の間隔に適合する必要があります。成形金型の修正.
製品の精度を考慮してください
製品の精度要件は、たとえば、射出成形機の選択に直接影響します。たとえば、エンジニアリングプラスチック製品、合金ネジとバレルを備えた射出成形機、および直径対2回のネジ(L/D)の場合、20倍を超えるネジを使用する必要があります。
射出成形機の性能パラメーターを理解する
射出成形機を選択する前に、製造業者が製品ユーザーマニュアルで製品ユーザーマニュアルで提供するパフォーマンスパラメーター値を参照する必要があります{.これらのパラメーター値には、最大噴射量、作業精度、速度、および製品の精度レベルなどが含まれます.これらは、射出成形機が製品の成形条件を満たすことができるかどうかを判断する必要があります.
専門家に相談してください
射出成形機の選択方法がまだわからない場合は、専門の射出成形機サプライヤー.に相談することができます。. .
のトライアウトローラーSuitcase
なぜChooseTo M製造PlasticMouLd IN Taizhou?
産業上の利点:Taizhouには、中国のプラスチック製品の70%以上が大幅に規模と影響力のある.を備えた開発型型産業が開発されています。
完全な産業チェーン:Taizhouが効率的なサプライチェーンおよび産業コラボレーションシステムを確立しました.金型、プラスチック、機械などの複数の産業クラスターを互いにサポートし、リソースの急速な流れと変換を促進します.}
技術革新:太陽の企業は、アウトソーシング段階での経験を蓄積しただけでなく、独立した研究開発を実施し始め、新製品と新しい技術を積極的に探索し始めました.この革新的な能力により、Taizhouはスマートトイレや環境に優しいプラスチックなどの分野で顕著な結果を達成することができました
強力な外国貿易輸出:Taizhouの外国貿易輸出は非常にうまく機能しており、その製品は特にフェスティバル製品の分野で国際市場.で強い競争力を示しています。
人的資源と文化的支援:太陽の人々は、彼らのユニークなビジネス精神と先駆的な態度.で有名ですこの文化的および人的資源の優位性は、製造業の発展に継続的な推進力を提供しました.}
顧客のフィードバック






